随着社会进步,人们对劳动保护更加重视,包装行业更需要全自动化的包装设备,将人们从恶劣的工作环境和重复性的劳动中解脱出来,包装系统的自动化成为目前技术创新的一个焦点。九十年代从日本纽朗引进的全自动包装系统已被国内应用、消化、改进并取代。
由于包装现场环境有很多的腐蚀性粉尘,绝大部分包装袋用的是不覆膜的软袋,现有全自动包装系统难以运行,应用极少,加之化肥行业的利润薄,对设备的投资、可靠性、维护费用要求十分苛刻。西安磁林从2007年第一套全自动在兰石化运营至今已有三代产品成功投放市场。
MF2026NT 全自动包装机是西安磁林电气有限公司自主研发的全自动上袋包装设备,主要包括置袋库、升袋机构、整送机构、取袋机构、开袋机构、套袋机构、推包机构、夹袋器、真空控制系统、气路控制系统、人机界面等。专为颗粒、粉状物料的编织袋包装场景设计,可实现包装袋自动储料、取袋、开袋、套袋、夹袋、推包全流程自动化,适配 530-630mm 宽覆膜 / 不覆膜编织袋,核心优势在于袋型适配性强、上袋成功率高、环境适应性好,有效替代人工上袋,降低人力成本,提升生产自动化水平与包装质量稳定性。
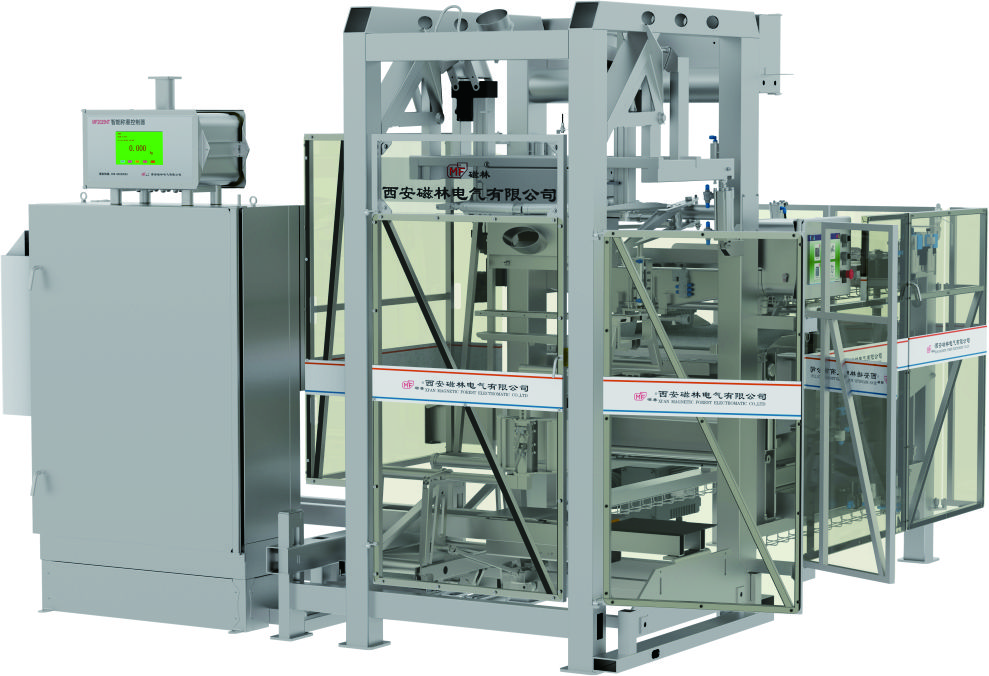
适用物料:颗粒料 粉料
▶定量范围:(25~50)kg
▶包装袋类型:M袋 一字袋
▶包装速度:颗粒料1000~1200bag/h 粉料200~600bag/h
▶包装精度:颗粒料±30g 粉料±50g
▶上袋成功率:≥99%
1 置袋库
置袋库主要实现供袋库包装袋储存,可以实现不间断供袋,使生产线连续性工作。袋库从功能角度分为供袋库和升袋库两部分。通过袋库移袋气缸的动作将放置于供袋库的包装袋推至升袋库以供后序流程。置袋库上设置至供袋光电检测及袋库移袋气缸检测。通过袋宽调整把手调整置袋库的宽窄可实现快速多规格包装袋的上袋切换功能。调整机构设有正反双向丝杠推拉袋边定位杆与移袋气缸滑座沿导向杆移动,实现袋宽530-630mm的调节。袋尾翻板电缸带动袋尾翻板下翻解决袋尾因翘起袋库不能一次放置更多包装袋的的问题。


袋库移袋气缸带动移动袋边定位杆将编织袋拖到升袋库,袋库移袋气缸检测有效后,袋库移袋气缸会快速返回至初始位置,完成工作流程。
安全指示灯处于绿灯状态下可以进行放袋工作,当变为红灯或在闪烁时请不要进行任何操作,以免造成安全事故。
2 升袋机构
升袋机构主要升袋气缸带动升袋袋库上下运动实现包装袋始终处于待取状态,通过卡位气缸带动定位拨叉在升降定位导杆上交叉爬行实现精确上行5mm的运动补充取袋位的恒位置。
取袋无袋检测一旦有效卡位气缸将迅速拉出两侧定位拨叉,升袋气缸迅速下行至升降下限位。
袋尾翻板电缸接收到供袋库袋尾电缸传来的位置信号后,会将袋尾翻板定位到相同位置以接收供袋库推过来的包装袋。升袋气缸快速上升至取袋前端检测有效时,卡位气缸驱动定位拨叉定位。袋尾翻板电缸动作将包装袋尾部分升起至取袋后端检测有效。

3 整送机构
整送机构主要由机体、袋宽调整机构、整袋拨片、整袋气缸、袋头吹气管、定制同步带、托袋杆、整送伺服电机、张紧缓冲缸、主动轮轴、张紧轮轴、从动轮轴、袋沿挡板等构成。
通过双导杆整袋气缸驱动整袋板上的多组整袋拨片来拍打袋子两侧的方式调整袋子的位置。
整送伺服电机带动主动轮轴驱动同步带带动托袋杆将包装袋送至袋沿挡板处可以准确定位袋口前沿位置,有效的解决不规则编织袋的袋口离散性。
袋头吹气管通过袋头吹气电磁阀控制通气将编织袋的袋头吹起防止编织袋顺着托袋杆的转动钻进整送机构的下方去。
配合袋头吹气管整送机构上设置了六组防钻弹片,确保整送过来的编织袋能准确无误的送至袋沿挡板处。
机构设有两组疏密不同的拖杆,每组拖杆的第一根上设有检测片进行零位检测片。
通过袋宽转动手柄驱动双向丝杠带动整袋气缸整体快速调整相对尺寸以适应从530-630mm宽的包装袋上袋问题。
4 取袋机构
取袋机构是将包装袋从取袋库吸起,取袋气缸缓慢上提,释放负压放到传送托袋杆的装置。取袋气缸伸出使吸头下行至取袋位,取袋检测无效时升袋机构上升至此检测开关有效时停止升袋。当取袋检测有效时,翻板检测开关无效时,升袋袋尾翻板动作直至检测开关有效。当取袋检测与翻板检测开关同时有效时,系统进行负压抽气将包装袋吸住气缸缩回将包装袋吸起,待同步传送托袋杆经过袋子下方一定位置后,真空负压抽气关闭,将袋子释放到传送托杆上进行传送。
5 开袋机构
开袋机构分为上开袋及下开袋,开袋吸头成对使用。经袋沿检测光电开关检测包装袋到达袋沿挡板后,下开袋气缸上行并启动负压吸住袋口;上开袋气缸下行启动负压吸住袋口后上行,将袋口打开等待套袋。套袋撑袋打开时上下吸头释放,下开袋气缸下行完成工作流程。
整送机构上包装袋经过整送减速检测点时,整送运行速度开始减速运行包装袋低速滑行到袋沿挡板处。
6 套袋机构
套袋机构是将传送过来的包装袋袋口撑开再套到夹袋器上的装置。套袋伺服电机驱动旋转主轴上套袋机械手从套袋零位旋转至套袋取袋位,机械手打开撑住袋口上旋至套袋夹袋位,夹袋器夹住包装袋,机械手释压上旋套袋脱袋位后通压下旋至套袋零位,完成套袋流程。
7 全自动夹袋器
全自动夹袋器与落料斗之间通过防溅PU套软连接,机构实现夹袋、撑袋、升降、倾斜四种功能,夹袋器倾斜可实现提前上袋,实现快速上袋节拍。套袋成功后套袋机构回位,撑袋气缸带动撑袋连杆将撑袋杆撑展袋口,同时倾斜复位。物料下落完成夹袋气缸带动夹袋门板闭合,同时撑袋杆将袋口捋顺整平,升降电缸下降直至推包扶袋杆夹住袋口后,升降电缸收回,撑袋杆收回,推包机构将包装,送到缝包输送系统中折边缝包,完成工作流程。
撑袋杆采用小通径气缸驱动,通过控制气压实现530-630mm宽袋型的整形(500-530mm宽的包装袋需定制)。
在夹袋器内部设置内衬PU套,可有效解决漏料、冒粉尘的问题,使得环境清洁。夹袋气缸驱动夹袋门合起脱袋时,通过脱袋缓冲罐解决夹袋器的噪音问题。
8 推包机构
机构包括架体,架体上方设置有推袋高分子塑料滑板,两侧设置有推包导轨。推包伺服电机驱动推杆使得抱袋连杆机构通过对称四组滚轮沿推包导轨副作直线往复运动。抱袋连杆机构通过抱袋气缸驱动抱袋板的开合,将包装袋抱住或松开,小范围袋型变化无需调整抱袋机构。抱袋板上方设有扶袋杆将包装袋袋口压平理顺,以便于顺利的送入折边装置。调节扶袋杆的高度适应各种不同长度包装袋的顺利包装。
机构设置清理刮片,设备运行中可自清理导轨面的粉尘废料,但不能够清除的非常干净,所以设备还需定期人工清扫导轨面,以免导轨长期积垢造成设备运行不可靠问题。